

Image Credit: Scott Gibson
Image Credit: Scott Gibson No paper drawings: Architect Richard Pedranti (left) and partner Chistian Corson (right) explain the modeling software used in the design and construction of prefabricated Passivhaus buildings. Greg Buzzell works on a file showing details of one of about two dozen wall assemblies that will be used to build a 2,100-square-foot house. The software can add or subtract building materials by layer and produce precise cut lists and pricing summaries. Wall section detail: Each assembly consists of a structural 2x4 wall, Zip sheathing taped at the seams, I-joists, Mento Plus membrane, and a double layer of strapping to create a vented rainscreen. These assembly tables move. These "butterfly" tables get their name from their ability to fold together. They allow a wall assembly to be flipped over and worked on from the opposite side. Like the digitized saw, they are made by Randek, a Swedish company. Where wall sections will be joined together, batts of cellulose insulation made by Nu-Wool are installed between the flanges of the I-joists, filling the void over the web. Ready for insulation. These wall sections have come off the assembly tables and are ready for insulation. The assembly on the right is for the entry door. A view of a wall assembly from the inside. The opening in the middle of the wall is for a door. The structural 2x4 wall will be insulated after the house is assembled. Dense-packed cellulose is pumped into wall cavities to a density of about 4 lbs. per cubic foot. Windows are installed midway in the wall in plywood bucks. These triple-glazed units are made by M Sora, although Ecocor intends to switch to CDM units, which are manufactured in Poland.
More Green Building News




The first components for prefabricated Passive House homes are now rolling out the door of a small factory in Searsmont, Maine, where house building is sailing into the digital age.
RPA-Ecocor, the joint venture between Ecocor’s Christian Corson and architect Richard Pedranti, launched in June 2016 with 11 model home designs. It’s now producing wall sections for a Passive House that will be erected in the Albany, New York, area later this year.
It’s the beginning of what both Corson and Pedranti hope will be a turning point for high-performance building in the U.S. Houses will be produced in the controlled environment of a factory, much like modular and panelized buildings already are — but in this case they’ll be able to meet the energy-efficiency and airtightness requirements of Passive House construction.
Houses use a wall section that Pedranti says is difficult and time-consuming to build in the field, but that comes together quickly with the help of digitized modeling tools and state-of-the-art equipment from Sweden.
In time, Corson hopes to produce a house per month. If all goes well, carpenters will be able to leave their beloved worm-drive saws and tape measures on the truck.
Working toward paperless production
Ecocor’s Passive House designs start as digital files that Pedranti produces with Autodesk software called Revit. The Building Information Modeling (BIM) files allow Pedranti to produce 3-D models of houses, realistic enough to let clients wander through for a virtual tour and suggest changes based on what they see. The model homes the company offers are only a starting point. “We look at it as mass customization,” Pedranti says, “not mass production.”
Alterations such as larger or smaller windows, reworked door placement, or a different roof slope are easy to make, and when a plan is revised the changes are instantly reflected everywhere in the database. For example, a change that Pedranti makes in the window schedule is updated everywhere else — on the floor plans, the 3-D renderings, and the elevations — in real time.

“It’s like a virtual world,” Pedranti said recently as he and Corson led a tour of the Searsmont plant. “We’re looking at a real life-size virtual model of this building.”
When plans are complete, Pedranti’s files are exported to Ecocor where they are translated into another digital language as Cadwork files. Sitting before two computer monitors in an office above the production floor, Greg Buzzell can open a file and add or subtract layers at will — with a single keystroke, away goes the cladding. With another, the rainscreen magically disappears, then the I-joists, the sheathing, and the insulation. Changes can be made at any step.
At the same time, the software generates cost information that is precise down to the penny. More important, the digitized information becomes cutting and assembly instructions, and this is where Ecocor and conventional building part company.
“Normally, I produce a set of paper drawings, and I give them to contractors and they price it out and we pick somebody and we build the house,” says Pedranti. “This is where the path really changes.”
Pedranti won’t have to produce a set of construction drawings because carpenters using the digitally driven equipment on Ecocor’s assembly floor don’t need them.
“This generates the instructions which would typically be a permitting set, and a set of construction drawings,” Corson says. “The goal moving forward is to try to eliminate some of that stuff and definitely eliminate the paper stream in our business.”
Digital files become cut lumber
Construction starts at the Swedish Randek saw installed along one wall of Ecocor’s main assembly floor. The saw is expensive — Corson won’t say exactly how much it cost — and has been in place for only a week. But George Reefer, the carpenter running the machine, doesn’t show any hesitation as he queues up a stack of 1×3 strapping and selects a cutting option on the saw’s eye-level console.
He doesn’t have to measure anything or check a drawing because the instructions have already been sent downstairs from the Buzzell’s computer. A computer-controlled stop adjusts the length of the stock. The saw clamps the wood in place, racks it tightly against the fence, and seconds after a curved guard lowers into place the 28-inch (700 mm) saw blade emerges from the table and makes the cut.
Reefer uses a black marker to label the pieces and slides them onto a portable rack, then moves onto the next layer of material. Larger pieces get an adhesive label produced by the saw. He’s building the wall section from the outside in — strapping for the rainscreen first, then the I-joists, then the studs. The saw, driven by a 3-phase, 480-volt motor, cuts to within 1/10th of 1 millimeter (about 4 thousands of an inch). Every cut looks perfect.

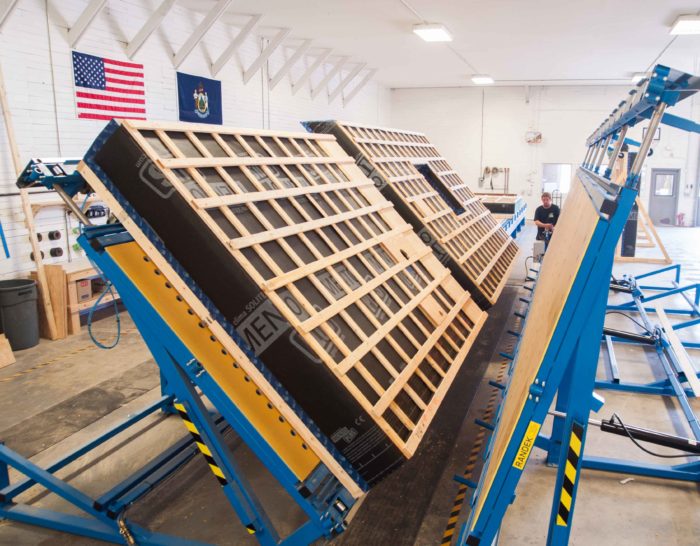
Reefer racks up the pieces one section at a time, and when he’s done the rack goes to the assembly area where two other carpenters are putting the pieces together. The “framing table” where the components are assembled will soon be equipped with multicolored lasers projecting lines on the work surface to guide placement of the pieces precisely.
Layer by layer, the pair builds a wall component, beginning with the 2×4 structural wall, followed by the taped sheathing, the I-joists, the Mento Plus membrane, and finally the rainscreen. Framing tables come in pairs, called butterfly tables, that allow carpenters to flip an assembly over by simultaneously tilting two tables together like leaves of a book (or butterfly wings) until nearly upright. A wall assembly can then be transferred onto the facing table and lowered, allowing carpenters to work on the opposite face.
On the day of the tour, Ecocor wasn’t producing roof panels, but the “Super Roof” panels are made essentially the same way as walls. They start with rafters made of dimensional lumber, followed by sheathing, and I-joists filled with cellulose. R-values vary depending on requirements of the climate zone where the house will be assembled.
Windows and insulation are next
Triple-glazed windows are installed in wall sections after they’ve been flipped over. Ecocor currently uses M Sora windows but plans to switch to CDM windows, which are manufactured in Poland. After window installation, the wall assemblies are moved, with the help of a hydraulic lift, to another staging area. There, a technician bores a series of 4-inch holes in the top of the I-joist cavity and packs it with cellulose.
Stopping at one of these components during the tour, Corson pointed to where the insulation equipment had so powerfully packed in the cellulose that it stretched the Mento membrane and cracked a piece of strapping. The insulation is typically packed to a density of between 4 lbs. and 4 1/4 lbs. per cubic foot.
The R-58.6 wall sections at this point are nearly ready to be loaded onto a truck and moved to the building site.
Wall sections have been certified by Germany’s Passivhaus Institut. (The Passive House Institute U.S. does not have a corresponding certification program for prefabricated walls assemblies, Corson says.) But Corson is “agnostic” about whether the houses are ultimately certified under the PHI or PHIUS standard, and he’s happy to work with consultants from either organization.
Shorter production times
It’s early yet for the RPA-Ecocor venture, but Corson has been building Passive Houses since 2009 and panelizing them for the last three years. He estimates that components for the 2,100-square-foot house bound for Albany can be made in about a month. It will take some 20 to 25 wall sections and another eight to 10 roof sections to make the house — all of it fitting on two or three trailers that can be loaded by two workers in a half-hour each.

“Sweden panelizes 96% to 97% of all buildings,” Corson says. “The factories in Sweden are like brewing beer in Germany. Each town in Germany has its own little brewery, right? In Sweden, each town has its own house-building panelization factory.”
He said that a small plant he visited across the street from the Swedish saw factory builds 25 to 30 houses per year. The space is smaller than Ecocor’s 14,000 square feet. He added, “There are companies in Sweden in shops this size that are building 100 houses a year, and we can do that here.”
The building model perfected in Sweden can chop months off the production schedule for a site-built house of this complexity. Corson offered the rough timeline for the Albany house:
- Ecocor sends three people to do the site work for the foundation and run the sub-slab plumbing. Once that’s done, others follow to put in the sub-slab insulation and set the reinforcing steel for the foundation. A local contractor places the concrete.
- In another three to four weeks, with the house components finished, Ecocor loads everything on trucks, delivers the components, and hires a crane to set the panels. “Within 10 business days, working 40-hours weeks, we’ll have the house dried in, metal roof on, cladding on and the house will be blower-door tested to less than 0.6 ach50,” Corson says.
- What’s left is roughly 12 weeks of work to install plumbing, electrical, mechanicals, interior trim, cabinets, and finish.
Including the four weeks Pedranti needs to complete all the plans, it adds up to about 22 weeks, start to finish.
Another advantage of this manufacturing process is a dramatic reduction in the amount of construction waste over conventional building. Carpenters working on a site-built house just chuck the off-cuts and other refuse into a dumpster. Here, the surprisingly small amount of waste is stacked in a corner or put on a shelf in one of the rolling racks where it can be picked over for re-use.
Corson pointed to one small bundle of strapping and dimensional lumber and said it was all the waste from some 70% of a house. It would fit in the trunk of a small car.
Ecocor is small but could get bigger
Corson has less than a dozen employees at the Searsmont factory, but that number could certainly grow. He and Pedranti have had plenty of inquiries about their houses, including one call from a woman in Palo Alto, California, who wants to order one.
One limiting factor is likely to be labor.
“The more houses we build, the more Passive Houses we build, the more we get out there as a company, the less expensive they become because our volume will increase,” Corson says. “The real limiting factor here, in a real rural state, is labor. We could run multiple shifts. We could run two shifts a day. There’s no reason the shop couldn’t be open from 7 a.m. until 9 p.m.”
But where will he find workers? In a “technologically deficient” state like Maine, he says, the brightest kids go to Boston or New York after graduating from high school, or they go to college just to get out of Maine. By building a “state of the art” facility, he adds, more young people may be tempted to stick around.
Cost is another issue, not just for RPA-Ecocor but for high-performance buildings in general. Corson and Pedranti have published a price list for all 11 model homes, listing costs by region for turnkey or shell-only options. Prices for delivery and construction of a completed house in Maine run from $205 to $230 a square foot.
In Palo Alto, and other parts of the country, that may be pretty cheap. But it’s still a barrier for many buyers.
“Essentially, the early adopters pave the way for the future from a financial sense,” Corson says. “I wish there were another way to put it. I’ve always been mindful of cost and bringing this superinsulated assembly to the market at parity of what a normal custom builder would charge for a 2×6 wall with cellulose or fiberglass batts or whatever the insulation du jour is. But I’ll get there. It’ll take a little time.”
Weekly Newsletter
Get building science and energy efficiency advice, plus special offers, in your inbox.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
8 Comments
Bravo
This seems to me to be the best way to make quality green buildings. The cost per square foot isn't bargain basement pricing, but if you compare that to the first time a conventional builder tries to build a high performance building with lots of head scratching and rework, you are getting better quality at a lower price, maybe even a much lower price.
Trucking the panels at first seems like a carbon footprint hit, but I doubt it even comes close to the carbon footprint of the builders driving pickups to the site every day for the duration of construction on a conventional build.
Structural tests
I wonder how the walls behave under structural tests, specifically racking load test.
The walls are rugged
Farhoud, the walls are built more or less conventionally, with 2x4 framing and ZIP sheathing. What is your concern about racking? The TJI's they install on the exterior are only supporting insulation and siding, and have excellent lateral stability. (I used to work there so I know the system pretty well.)
Strapping
Is the horizontal strapping necessary to stabilize the TJIs, or is it sometime eliminated depending on the siding?
Horizontal strapping
Malcolm, the two layers of strapping allow for some "poofing" of the WRB while maintaining at least a 3/4" drainage plane. As tight as they pull the WRB, the dense-packed cellulose pushes it out a bit. When the siding is horizontal they reverse the orientation of the two layers of strapping. The TJI's are very rugged; there is no lateral movement.
Thanks Mike
It looks like an excellent system
Panels or Modules?
Our experience with building a mostly-modular Passive House in northern NJ showed us that costs can be lower than these folks have estimated. Panels leave more to be done on-site, though they're easier to truck. The less done on-site, the lower the ultimate final cost.
Len, did you use Ecocor Panels?
Or did you use another system in your "mostly-modular" NJ build?
Log in or create an account to post a comment.
Sign up Log in